快进给刀具您选对了吗?
DIJET 2022-04-02
刀具作为数控加工的最终执行者,工件的加工效率、加工质量、加工过程的稳定性、精度等都与其有直接关联。粗加工中快进给刀具的应用,直接促进了数控高速切削的极大发展。如何提高快进给刀具金属去除率的同时,进一步提高它的性价比是刀具厂家不断研究的课题。
在快进给刀具的发展史中,三角形刀片在型腔和强断续加工中因刀片固定刚性好而有它自己的一片天地。然而,现在切削阻力低且可以实现更多刃数设计的四角形快进给刀具更受青睐。它可利用的刃口数量更多,切削阻力更低、性价比更高,同时还节省了地球上的资源。
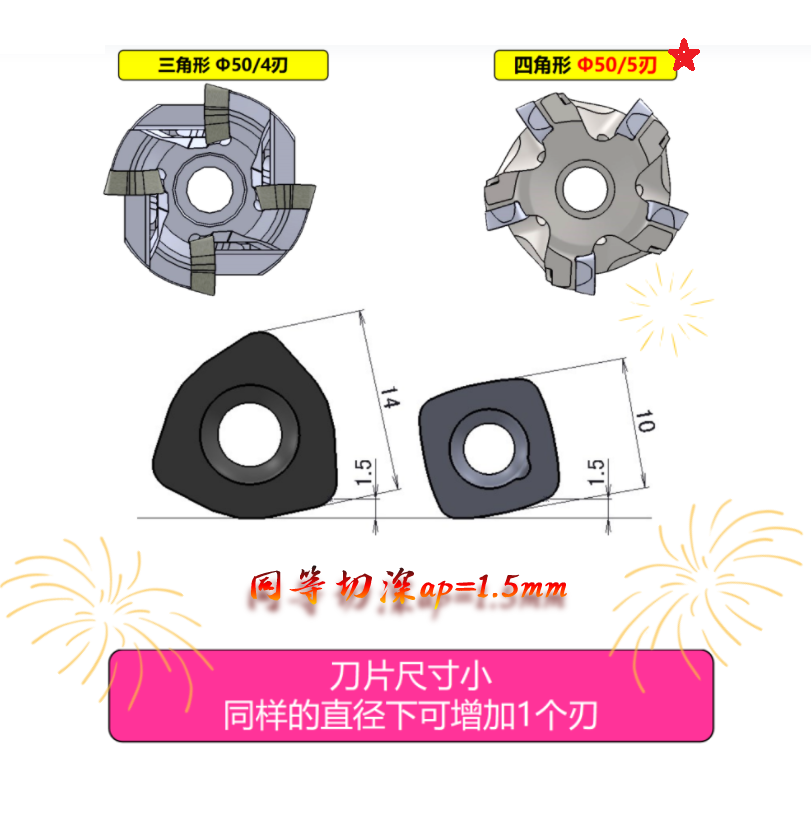
三角PK四角
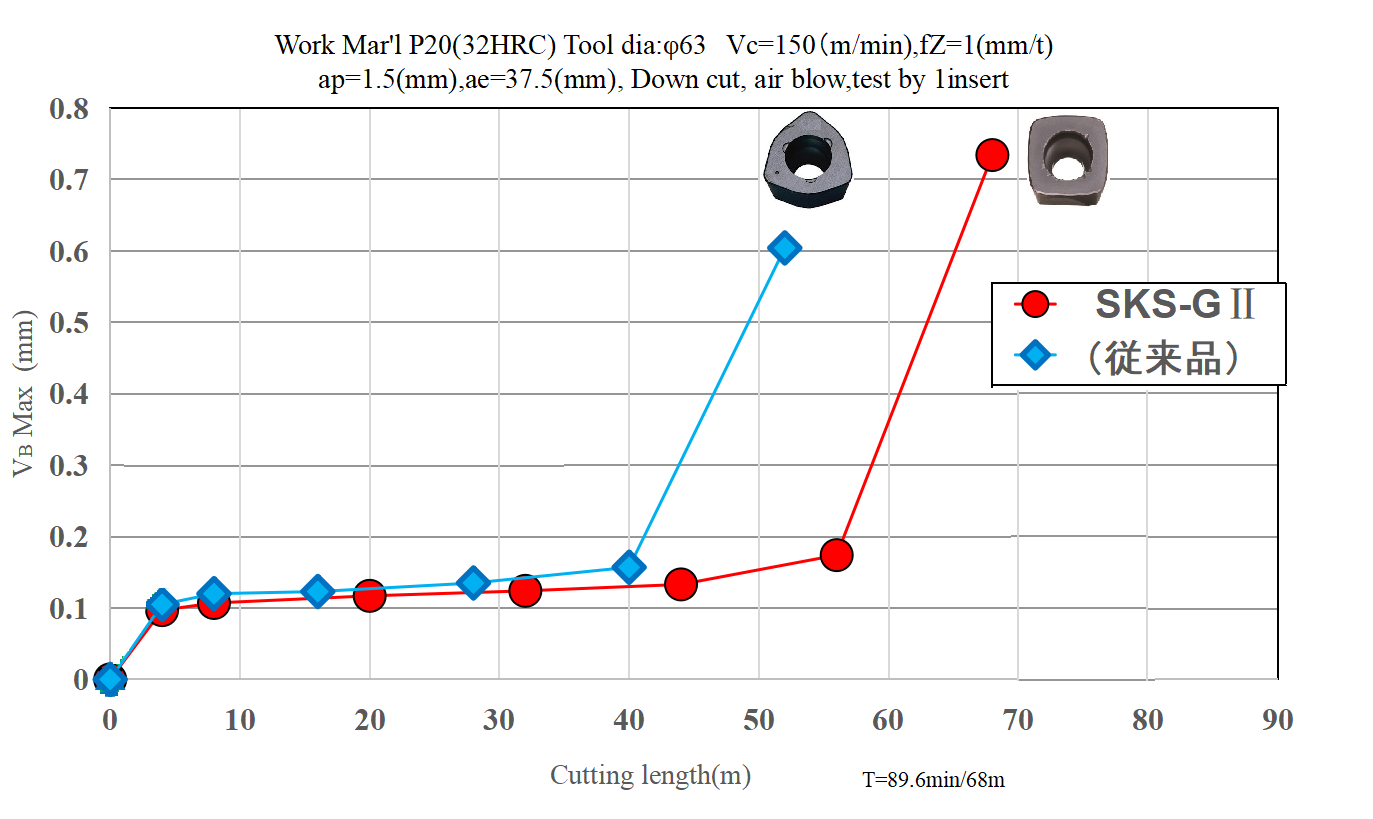
被加工材料:P20(32HRC)
使用刀具:Φ63
刀具悬长:100mm
加工参数:
主轴转速:n=2,000min-1
线速度:Vc=150m/min
每刃进给量:fz=1mm/t
径向切宽:Ae=37.5mm
轴向切深:Ap=1.5mm
装1片刀片进行测评
冷却方式:风冷
加工结果 :
同样加工参数情况下,四角形刀片的寿命更长,且可使用的刃口数量更多,经济性佳!
加工事例-1
被加工材料:D2(32HRC)
使用刀具:Φ25 四角形刀具PK三角形刀具
刀具悬长:100mm

加工结果 :
寿命2倍!效率1.8倍!四角形快进给刀具得到用户高度认可!被采用!

加工事例-2
被加工材料:P20(32HRC)
使用刀具:Φ100 四角形刀具PK三角形刀具
刀具悬长:150mm

加工结果 :
同样加工参数情况下,四角形刀片的寿命更长,且可使用的刃口数量更多,经济性佳!

总结
地球上的资源越来越少,如何更有效地利用有限的资源助力制造生产,黛杰永远在行动!
点击下方链接更多事例分享